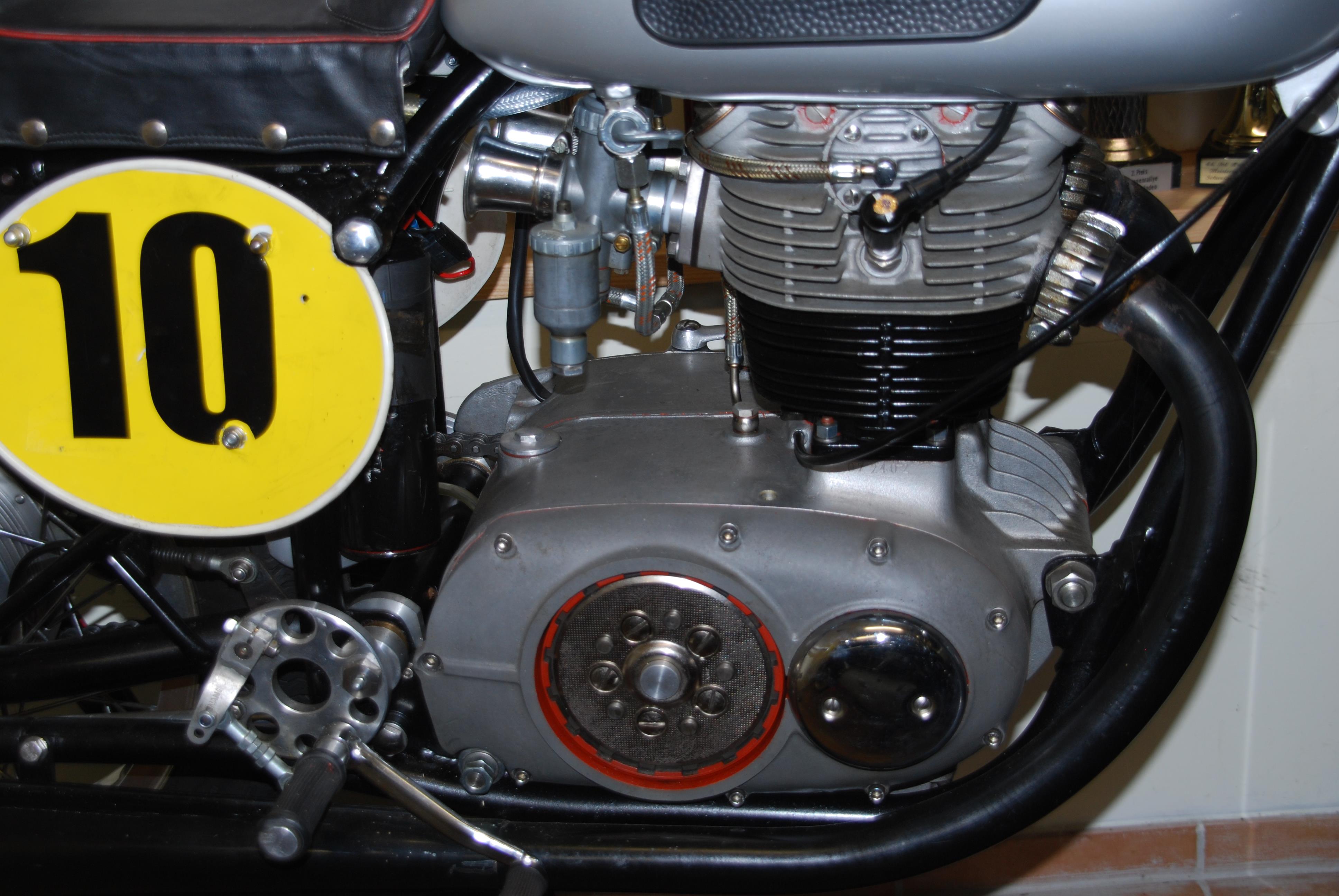
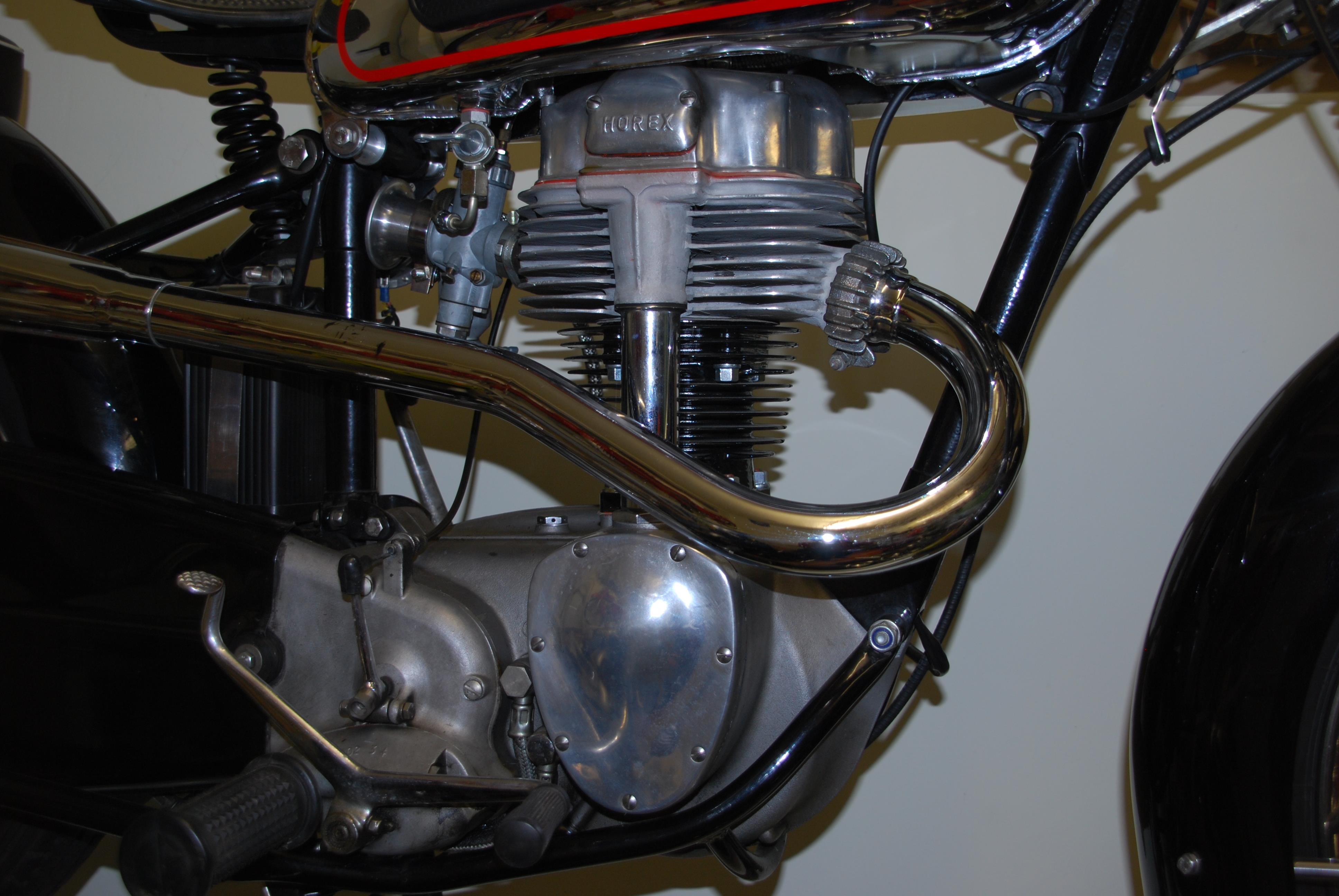
Merkblatt zur Motorenrevision Horex Regina, Imperator und Resident zum Festpreis
Seit über 30 Jahren führen wir die Revision von Horex Regina-, Resident- und Imperator-Motoren aus. Lassen Sie sich beraten und schreiben Sie uns eine E-Mail an info@horex.de.
|
|
|
Umfang der Arbeiten
- Motor komplett zerlegen
- alle Teile im Ultraschallbad reinigen
- Zylinder und Guss-Zylinderkopf entrosten und lackieren
- Getriebeablagerung prüfen
- Steuerzeit, Zündung, Kurbelwellenspiel und Ventilspiel einstellen
- Lichtmaschine auf Prüfstand überprüfen
- Motor komplett betriebsbereit zusammenbauen
| Arbeitskosten pauschal für Regina-Motoren, je nach Zustand (ohne Fremdkosten, ohne Lichtmaschinen- und Vergaserüberholung) | 1000,- bis 1300,- EUR |
| Ultraschallreinigen aller Motorenteile | 35,- EUR |
| Probelauf auf dem Prüfstand | 75,- EUR |
Materialaufwand
Die Kosten der notwendigen Ersatzteile werden laut Teileliste nach Aufwand abgerechnet. Die Altteile werden aufbewahrt.
Fremdkosten
Fremdkosten werden nach Aufwand abgerechnet, zum Beispiel:
| Zylinder schleifen, je nach Durchmesser 60-71 mm/72-80 mm | ab 98,- EUR |
| Ritzellagerung und Getriebewellenlagerung durch Auftragsschweißen reparieren und verstärken | 95,- bis 180,- EUR |
| Lagersitze und Getriebewellenflucht auf Fräsmaschine herstellen, 2 Nebenwellen-Broncelager einbauen und aufreiben, Axialspiel einstellen | 195,- EUR |
| Kurbelwelle mit verstärktem Pleuellager komplett rundlaufend richten | 530,- EUR |
| Einbau Ventilsitzring für Bleifreibetrieb | 68,- EUR |
Es erfolgt eine genaue Rechnungsaufstellung. Alle eingebauten Teile und die ausgeführten Arbeiten sind übersichtlich aufgeführt. Die Altteile werden übergeben.
Hinweis: Mit einer WIG-Schweißmaschine ist es möglich, nahezu alle Gehäuseschäden zu beseitigen. Auch abgebrochene Alugussteile können durch Auftragsschweißen wieder ergänzt werden. Nach dem Auftragsschweißen werden die Gehäuseteile auf eigenen Werkzeugmaschinen bearbeitet. So werden z.B. Dichtflächen, Lagersitze, Bohrungen, Konturen usw. wie beim Original wiederhergestellt.
|
|
|

